Industrial Pellet Mill for Wood Shavings and Sawdust Mix 2-5 t/h Manufacturer
News 2026-06-17
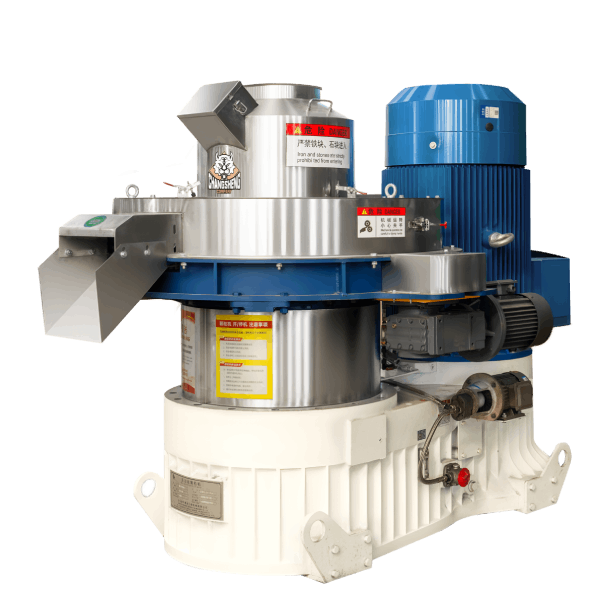
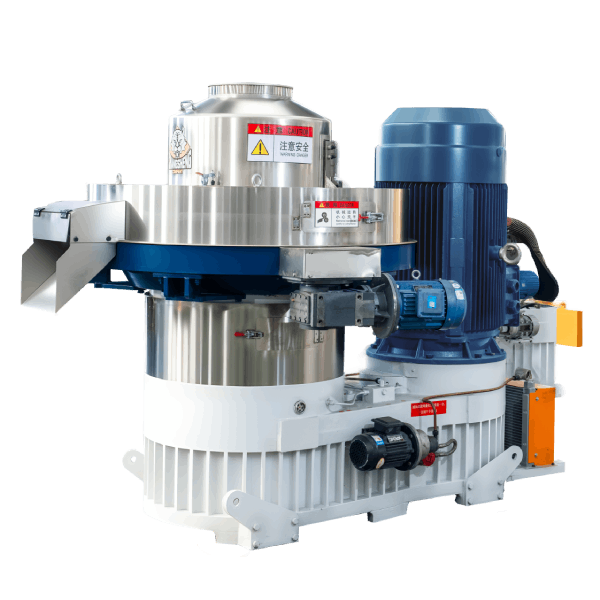
1. Product Definition
This industrial-grade wood pellet mill is engineered to process wood processing residues – specifically shavings and sawdust mixtures – and convert them into high-density biomass fuel pellets through high-pressure extrusion. The system integrates forced feeding and conditioning to ensure uniform forming and structural integrity of mixed raw materials.
2. Technical Parameters & Specifications
| Parameter | Specification Range | Remarks |
|---|---|---|
| Production Capacity | 2.0 – 5.0 t/h | Based on raw material moisture 12%-15%, grind size ≤3mm |
| Main Motor Power | 55 – 160 kW | 6-pole/8-pole motor, grid-dependent |
| Ring Die Diameter | 420 – 550 mm | With auto-lubricated flange |
| Ring Die Speed | 250 – 320 rpm | Constant linear velocity control |
| Finished Pellet Diameter | 6 – 12 mm | Interchangeable die sizes |
| Pellet Density | 1.1 – 1.3 g/cm³ | Forming rate ≥95% |
| Raw Material Moisture | 12% – 18% | Optimal: 15% |
| Specific Energy Consumption | 60 – 80 kWh/t | Depending on raw material hardness and grind fineness |
| Roller/Ring Die Service Life | 800 – 1,200 hours | Wear-resistant alloy overlay, repairable |
| Scheduled Maintenance Hours | 6 – 8 hours/month | Includes roller gap adjustment and lubrication |
[CTA: Download Full Technical Datasheet (PDF)]
3. Structure & Material Composition
The equipment adopts a modular design for easy installation and maintenance, comprising the following systems:
- Mechanical System (Main Drive & Pelletizing Chamber): Ring die made of high-chromium alloy steel (X46Cr13), roller shells with tungsten carbide hardfacing. Main shaft forged from 40CrNiMoA alloy steel, quenched and tempered.
- Support System (Bearing Housings & Frame): Heavy-duty welded frame, stress-relief annealed. SKF or FAG spherical roller bearings to withstand high radial loads.
- Lubrication System (Oil/Grease Separation): Main shaft bearings use forced circulating oil lubrication (with oil pressure and temperature monitoring); roller bearings use electric grease pumps for timed, metered lubrication.
- Control System (PLC & HMI): Siemens S7 series PLC controlling main motor current, variable-frequency feeding, conditioning temperature, with overload auto-reverse function.
4. Manufacturing Process (Engineering Steps)
- Step 1 – Raw Material Pre-treatment & Batching: Rotary screen and magnetic drum remove metallic contaminants. Hammer mill grinds shavings to ≤3mm fineness. Screw conveyor blends sawdust in proper ratio.
- Step 2 – Conditioning & Moisture Control: Saturated steam (0.2-0.4MPa, 80-100°C) is injected in the conditioner to raise moisture to 17%-18% and gelatinize surface lignin.
- Step 3 – Force Feeding & Extrusion: Variable-frequency forced feeder pushes material into the ring die chamber. Rotating rollers and ring die extrude material through die holes, forming dense pellets at extrusion temperatures of 90-110°C.
- Step 4 – Pellet Cooling & Screening: Counter-flow cooler reduces pellet temperature from 80-90°C to ambient (temperature differential ≤5°C) to prevent moisture regain. Vibrating screen separates fines; qualified pellets go to finished product silo.
- Step 5 – Packaging & Metal Detection: Automatic bagging scale performs quantitative packaging. Online metal detector inspects finished pellets to ensure no wear debris contamination.
5. Industry Comparison
| Comparison Dimension | Industrial Ring Die Mill (This Model) | Flat Die Mill | Roller Extrusion Granulator |
|---|---|---|---|
| Raw Material Adaptability | High (mixed shavings, sawdust, straw) | Medium (relatively pure sawdust, feed) | Low (requires pre-compaction) |
| Single-Machine Capacity | 2-5 t/h (continuous operation) | 0.5-1.5 t/h | 1-3 t/h (mineral powders) |
| Core Component Life | 1,200h (ring die repairable) | 500h (rapid roller wear) | 800h (frequent roll shell replacement) |
| Typical Applications | Biomass power generation, district heating | Family farms, small feed mills | Fertilizer, slag granulation |
| Differentiated Advantage | Changsheng’s proprietary die relief technology prevents plugging with mixed materials; roller bearing life extended by 30% | — | — |
[CTA: Download Engineering Drawing for Your Model]
6. Application Scenarios (By Buyer Role)
- Distributors/Importers: Focus on ease of disassembly for container shipping and interchangeability of wear parts (ring die, rollers) to reduce after-sales inventory costs.
- EPC Contractors: Focus on interface compatibility with upstream dryers and downstream coolers/packagers, and whether the PLC system supports DCS integration.
- Engineering Firms/Technical Consultants: Evaluate the actual torque curve under specific raw material mixes (e.g., wet shavings + dry sawdust) to calculate total plant power capacity.
- End-User Plants (Biomass Power Plants/Pellet Facilities): Focus on long-term operational reliability, specific energy consumption per ton, and ease of ring die changeover to minimize unplanned downtime.
7. Core Pain Points & Solutions
- Pain Point 1: Inconsistent feed of mixed materials leading to unstable pellet forming rate → Root Cause: Shavings (fibrous) and sawdust (powder) differ significantly in bulk density, causing segregation. → Solution: Add a twin-shaft paddle mixer for pre-blending (CV ≤5%), and use variable-frequency forced feeding with automatic adjustment based on main motor current.
- Pain Point 2: Frequent overheating and failure of roller bearings → Root Cause: Under high-speed operation, grease cannot effectively penetrate to the rolling elements. → Solution: Implement a centralized lubrication system with pressure sensors, ensuring automatic grease injection every 4 hours using molybdenum disulfide high-temperature grease (dropping point ≥220°C).
- Pain Point 3: Moisture fluctuations causing “stall” and die plugging → Root Cause: Unstable hot air temperature from upstream dryers. → Solution: Install an online near-infrared (NIR) moisture meter at the conditioner inlet, with PID control of steam valves to maintain constant input moisture.
- Pain Point 4: Ring die fatigue fracture → Root Cause: Insufficient wall thickness design margin and heat treatment stress concentration. → Solution: Use vacuum-degassed forged steel ring die blanks, increase wall thickness design, and apply shot peening strengthening.
8. Risk Warnings & Mitigation Recommendations
- Risk 1: Metallic contaminants entering the pelletizing chamber → Can instantly damage roller shells and die inner walls. Mitigation: Install high-intensity magnetic separators (≥10,000 gauss) with metal detectors interlocked to shut down; never bypass the metal removal process.
- Risk 2: Steam conditioning system “water carryover” → Failed steam trap allows liquid water into the material, instantly plugging die holes. Mitigation: Inspect steam trap assemblies weekly; install steam separators to ensure steam dryness ≥95%.
- Risk 3: Main shaft spline wear causing torque transmission failure → Frequent overload or prolonged oil starvation leads to spline wear. Mitigation: Check spline fit clearance every 500 operating hours; use torque limiters to protect the main shaft, avoiding operation above 120% of rated current.
9. Procurement Selection Guide (6+ Actionable Steps)
- Analyze Raw Material Physical Properties: Send a 100kg sample to a lab to determine fiber length, bulk density, and initial moisture content to confirm whether pre-grinding is required.
- Calculate Target Capacity Margin: Size at 80% of peak capacity – for example, if 3 t/h output is needed, select a 4 t/h model to provide margin.
- Confirm Ring Die Compression Ratio: Based on lignin content, choose a compression ratio (1:5 to 1:8) – hardwoods require lower ratios, softwoods higher ratios.
- Evaluate Drive Configuration: Assess existing plant voltage levels (380V/6kV/10kV) and select direct-coupled or fluid coupling transmission.
- Review Safety Certifications: Verify CE or CSA compliance; check that emergency stop buttons and guard interlock switches are complete.
- Calculate Lifecycle Cost: Compare ring die consumption costs (USD/ton) across manufacturers, rather than comparing only equipment purchase prices.
10. Engineering Case Study (European Biomass Pellet Plant)
- Project Background: A 50,000 t/year biomass pellet plant in Slovenia, using a mixture of beech sawdust and spruce shavings.
- Initial Problem: The existing pellet mill (a German brand) produced only 2.8 t/h (rated 4 t/h) when processing the mixed material, with roller bearing life averaging just 600 hours.
- Root Cause Analysis: The original mill had low ring die open-area rate, and the roller eccentric shaft design caused uneven pressure distribution, making it difficult to effectively grip larger shavings in the mix.
- Solution: Replaced with Changsheng 508 series pellet mill, featuring a thicker ring die, symmetrical dual-roller layout, and optimized forced-feed screw auger angle.
- Final Results: Stable output of 4.2–4.5 t/h, pellet density 1.25 g/cm³, specific energy consumption reduced to 68 kWh/t. Roller bearings showed good condition after 800 operating hours, with projected service life reaching 1,100 hours.
11. FAQ
Q1: Can this pellet mill process 100% wet shavings?
Recommended blend ratio not exceeding 30%; pure shavings require additional pre-grinding.
Q2: What happens if raw material moisture drops below 10%?
Friction increases dramatically, pellets develop surface cracks and become brittle; additional water or steam must be added in the conditioner.
Q3: How long does it take to change the ring die?
Approximately 2.5 hours using specialized hydraulic tools by skilled workers.
Q4: Can the equipment adapt to feedstock requirements for biomass gasifiers?
Yes, adjusting the compression ratio can control pellet hardness to meet the low-bulk-density requirements of gasifiers.
Q5: Does the 80 kWh/t energy consumption include cooling fan power?
No, it only accounts for main motor and forced-feeding motor consumption.
Q6: How much additional life can ring die repair provide?
Hardfacing repair and re-honing can restore approximately 70% of the original service life.
Q7: What precautions are needed when mixing hardwoods and softwoods?
Keep hardwood proportion ≤40%; otherwise reduce feed speed to prevent overload.
Q8: What is the mandatory procedure before shutdown?
The pelletizing chamber must be emptied of residual material and oil-based protective agent injected to prevent rust.
Q9: Can the equipment operate at altitudes above 2,000 meters?
Requires derating – recommended 1% derating per 100m elevation increase, or use high-altitude motors.
Q10: Is remote monitoring and diagnostics available?
Standard RJ45 port with Modbus TCP protocol support for integration into plant MES systems.
[CTA: Request Customized Proposal & Real-Time Quotation]
13. Author & E-E-A-T Credentials
Zhang Haifeng | Technical Engineering Director | 12 years in biomass forming equipment design and project management
Background in mechanical engineering with further studies at TU Freiberg (Germany). Has led over 30 large-scale biomass pellet turnkey projects (single-line capacity 2-8 t/h) across Europe, Southeast Asia, and North America. Familiar with ASTM and EN equipment safety standards. This article is based on field commissioning data and failure analysis case studies.
Affiliation: Changsheng Machinery
(Final CTA)
For your specific raw material and capacity requirements, our engineering team offers free material testing and linear speed calculations. Submit your inquiry now to receive a customized energy consumption simulation report for your project.