Pellet Machine for Hardwood Pellets Production
News 2026-02-25
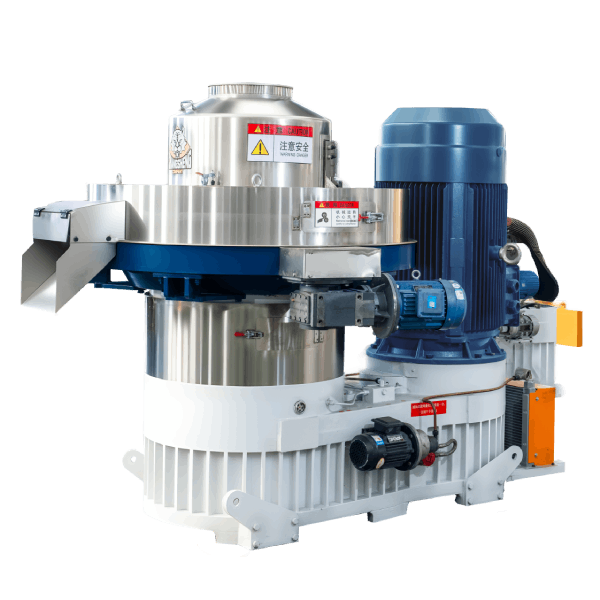
A pellet machine for hardwood pellets production is a heavy-duty compression system designed to densify high-density hardwood sawdust into uniform fuel pellets. It features reinforced transmission, optimized compression ratio, and precise moisture control to handle the higher resistance and lower natural binding characteristics of hardwood materials.
Technical Parameters and Specifications
Hardwood species such as oak, beech, maple, and birch present higher fiber density and compression resistance than softwood. Therefore, a pellet machine for hardwood pellets production must operate with stronger torque output and stable pressure control.
Typical Industrial Specifications
Capacity range: 1.5–6 tons per hour (single unit)
Main motor power: 160–315 kW
Ring die diameter: 560–760 mm
Die compression ratio: 1:6 to 1:8 (depending on hardwood species)
Pellet diameter: 6 mm or 8 mm
Raw material moisture before pelletizing: 8–12%
Pellet durability index (PDI): ≥97%
Finished pellet density: 650–750 kg/m³
Energy consumption: 85–110 kWh per ton
Gear transmission: hardened helical gear drive
Bearing system: heavy-duty spherical roller bearings
Lubrication: automatic centralized grease system
Because hardwood has lower lignin flow characteristics compared to softwood, the compression ratio and feed stability are critical performance indicators.
Structure and Material Composition
A pellet machine for hardwood pellets production must be engineered for higher mechanical load.
Core Structural Components
• High-strength alloy steel ring die with deep-hole precision drilling
• Reinforced press rollers with wear-resistant shell
• High-torque gearbox with oil circulation cooling
• Forged main shaft for load stability
• Forced feeding system with variable frequency control
• Temperature monitoring sensors at die and bearing points
• Heavy-duty welded base frame
Material Engineering Requirements
• Die hardness range: HRC 50–55
• Roller shell surface treatment: carburized or induction hardened
• Gearbox housing: cast steel for vibration reduction
• Dust-sealed bearing chambers to prevent contamination
This reinforced configuration ensures long-term reliability under high compression stress.
Manufacturing Process Flow
Hardwood pellet production requires stricter preparation steps.
Step 1: Raw Material Sorting
Magnetic separation removes metal contaminants. Vibrating screening ensures uniform particle size.
Step 2: Grinding
Hammer mill reduces hardwood sawdust to 3–4 mm particle size. Uniform grinding reduces die wear.
Step 3: Drying
Rotary dryer lowers moisture to 8–12%. Excess moisture leads to unstable pellet density.
Step 4: Conditioning
Optional steam conditioning improves lignin plasticization and pellet bonding.
Step 5: Pelletizing
The pellet machine for hardwood pellets production compresses material through high-pressure rollers and ring die channels.
Step 6: Cooling
Counterflow cooler reduces pellet temperature to near ambient, stabilizing internal structure.
Step 7: Screening and Recycling
Vibrating screen removes fines and recycles material back to pelletizing.
Step 8: Packaging
Automatic bagging or bulk loading for distribution or export.
Process stability is essential because hardwood generates higher friction heat during compression.

Industry Comparison Table
Parameter
Hardwood Pellet Machine
Softwood Pellet Machine
Flat Die Pellet Machine
Compression ratio
High (1:6–1:8)
Medium (1:5–1:7)
Lower
Motor power requirement
Higher
Moderate
Lower
Energy consumption
85–110 kWh/t
75–95 kWh/t
Higher variability
Suitable scale
Industrial
Industrial
Small scale
Durability performance
High
High
Moderate
Continuous operation
Designed for 20–24h
Designed for 20–24h
Limited
For commercial hardwood pellet production, ring die systems are generally preferred over flat die models due to mechanical stability.
Application Scenarios
Distributors
Supply hardwood pellets for premium residential heating markets.
EPC Contractors
Develop turnkey hardwood pellet plants for export-focused clients.
Engineering Consultants
Specify pellet machine for hardwood pellets production in feasibility studies.
Importers and Wholesalers
Require stable pellet density and low fines for long-distance transportation.
Industrial Users
Operate biomass boilers requiring consistent calorific value.
Hardwood pellets are often used in high-efficiency heating systems due to stable combustion characteristics.
Core Pain Points and Engineering Solutions
- High Compression Resistance
Solution: Increase motor power and optimize die compression ratio. - Rapid Die Wear
Solution: Use heat-treated alloy steel dies and ensure consistent particle size. - Elevated Energy Consumption
Solution: Maintain correct moisture level and stable feeding rate. - Pellet Cracking After Cooling
Solution: Optimize cooling airflow and avoid over-drying. - Inconsistent Density
Solution: Implement PLC-controlled feed system and temperature monitoring.
Addressing these issues improves operational stability and reduces downtime.
Risk Warnings and Mitigation Advice
• Excessively dry hardwood increases die friction and wear
• Oversized particles damage roller shells
• Inadequate lubrication shortens bearing life
• Overloading motor causes gearbox stress
• Poor dust control increases explosion risk
Routine inspection of die wear and bearing temperature is essential in hardwood operations.
Procurement Selection Guide
- Conduct raw material density and moisture analysis
- Define annual output capacity target
- Confirm pellet diameter and export specification
- Calculate electrical load and infrastructure requirements
- Evaluate gearbox torque rating
- Review die material certification and machining precision
- Assess automation level and monitoring system
- Confirm spare parts lead time
- Inspect manufacturer’s production workshop
- Request operational references from similar hardwood projects
Selecting a pellet machine for hardwood pellets production requires balancing compression strength and long-term maintenance cost.
Engineering Case Example
Project Overview
A regional biomass company installed a hardwood pellet production facility to process oak and beech sawdust.
System Configuration
Two pellet machines for hardwood pellets production
Capacity per unit: 3 t/h
Ring die diameter: 560 mm
Main motor: 200 kW
Rotary dryer capacity: 6 t/h
Counterflow cooler capacity: 6 t/h
Operational Results
Average pellet durability: 97.8%
Bulk density: 710 kg/m³
Energy consumption: 96 kWh/t
Daily operation: 22 hours
The plant achieved stable supply contracts with regional heating distributors within the first year.
Frequently Asked Questions
- Why is hardwood more difficult to pelletize?
Higher density and lower natural binding flow. - What moisture is ideal?
8–12%. - Is steam conditioning necessary?
Helpful but not always mandatory. - What pellet diameter is common?
6 mm and 8 mm. - How long does a ring die last?
3,000–5,000 hours depending on material. - What is typical energy use?
85–110 kWh per ton. - Can one machine handle mixed hardwood?
Yes, with correct die ratio adjustment. - Is flat die suitable for hardwood?
Only for small-scale production. - What affects pellet durability most?
Moisture control and compression ratio. - How long is commissioning?
30–45 days depending on plant scale.
Call to Action
For a technical proposal, equipment layout, and formal quotation for a pellet machine for hardwood pellets production, provide your raw material type, moisture range, target output, and plant location for engineering evaluation.
E-E-A-T Author Credentials
This article is prepared by a biomass process engineer with more than ten years of experience in hardwood pellet plant design, mechanical system integration, and industrial biomass commissioning projects across Asia, Europe, and South America.