Pellet Machine for Low Moisture Raw Materials
News 2026-02-25
Product Definition
A pellet machine for low moisture raw materials is a high-compression densification system engineered to process biomass with moisture content typically below 10%. It integrates optimized die ratios, controlled feeding systems, and friction heat management to ensure stable pellet formation without relying on excessive external conditioning.
Introduction
In industrial biomass production, raw materials are not always processed at ideal moisture levels. Some operations receive pre-dried sawdust, sun-dried agricultural residues, or waste streams with moisture below 8–10%. Standard pellet systems may struggle under these conditions, leading to die blockage, excessive wear, and unstable pellet density.
A pellet machine for low moisture raw materials must therefore be engineered differently from conventional systems. Compression design, feeding stability, and heat management become critical engineering priorities. For procurement managers, EPC contractors, and plant designers, understanding these technical requirements is essential before equipment selection.
Technical Parameters and Specifications
Low-moisture pelletizing requires higher compression efficiency and stable torque output. Typical industrial parameters include:
Capacity range: 1–5 tons/hour (single unit)
Main motor power: 132–280 kW
Ring die diameter: 420–760 mm
Die compression ratio: 1:7 to 1:9 (adjusted for low moisture)
Raw material moisture: 6–10%
Pellet diameter: 6 mm or 8 mm
Pellet durability index (PDI): ≥96%
Finished pellet density: 630–720 kg/m³
Energy consumption: 90–115 kWh per ton
Transmission: hardened helical gear drive
Lubrication system: automatic centralized lubrication
Bearing type: heavy-duty spherical roller bearings
Because low moisture reduces natural binding plasticity, compression ratio must compensate without causing die overheating.
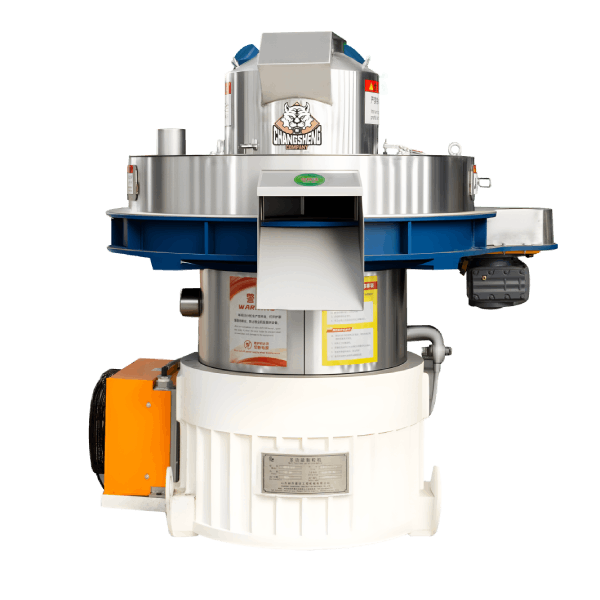
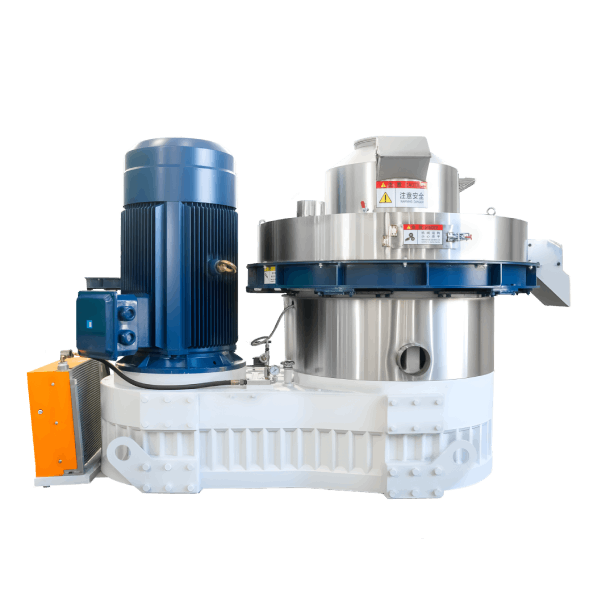
Structure and Material Composition
A pellet machine for low moisture raw materials requires reinforced structural design to handle increased friction stress.
Core Structural Components
• High-strength alloy steel ring die with precision deep-hole drilling
• Reinforced roller shells with wear-resistant surface treatment
• Variable frequency forced feeder to prevent material starvation
• High-torque gearbox with oil circulation cooling
• Temperature monitoring sensors on die and bearings
• Forged main shaft with dynamic balancing
• Heavy welded base frame with vibration isolation
Material Engineering Considerations
• Die hardness: HRC 50–55
• Roller shell carburized or induction hardened
• Dust-sealed bearing housing
• Gear housing cast steel for thermal stability
These features ensure long-term reliability under low-moisture compression conditions.
Manufacturing Process Flow
Step 1: Raw Material Screening
Remove oversized particles and contaminants using vibrating screens and magnetic separators.
Step 2: Grinding
Hammer mill reduces particle size to 3–4 mm for consistent compression.
Step 3: Moisture Verification
Online moisture meter confirms raw material is within 6–10%.
Step 4: Optional Conditioning
Minimal steam injection (if required) to improve binding performance.
Step 5: Pelletizing
The pellet machine for low moisture raw materials applies high compression force through optimized die channels.
Step 6: Cooling
Counterflow cooler reduces pellet temperature to ambient, stabilizing internal structure.
Step 7: Screening and Recycling
Fine particles are separated and returned to the feeding system.
Step 8: Packaging or Bulk Storage
Engineering control is focused on avoiding excessive friction heat while maintaining pellet density.
Industry Comparison
Parameter | Low Moisture System | Standard Biomass System | High Moisture System
Compression ratio | High (1:7–1:9) | Medium (1:5–1:7) | Lower
Steam requirement | Minimal | Moderate | High
Energy consumption | Slightly higher | Moderate | Moderate
Die wear rate | Higher if unmanaged | Normal | Lower
Operational stability | Requires precise control | Stable | Stable
A pellet machine for low moisture raw materials must emphasize compression optimization and heat monitoring.
Application Scenarios
Distributors
Supply pellet fuel to residential or industrial heating markets requiring stable density.
EPC Contractors
Design turnkey biomass facilities where raw materials are naturally air-dried.
Engineering Consultants
Specify pellet systems for projects without complex drying infrastructure.
Importers and Wholesalers
Source dense pellets for long-distance export shipping.
Industrial Users
Operate facilities using pre-dried sawdust or agricultural residues.
Core Pain Points and Solutions
- Pellet Cracking or Low Durability
Solution: Adjust compression ratio and ensure consistent particle size. - Excessive Die Wear
Solution: Use high-quality alloy steel dies and maintain proper lubrication. - Overheating During Pelletizing
Solution: Monitor die temperature and regulate feeding speed. - Material Starvation in Die Chamber
Solution: Install forced feeder with variable frequency control. - High Energy Consumption
Solution: Optimize compression ratio and maintain balanced moisture content.
These engineering measures improve output consistency and extend equipment lifespan.
Risk Warnings and Mitigation Advice
• Over-dried materials (<6%) may cause die blockage
• Uneven particle size increases roller stress
• Inadequate lubrication shortens bearing life
• Excessive compression ratio accelerates wear
• Poor dust management increases explosion risk
Routine inspection of die surface condition and bearing temperature is essential.
Procurement Selection Guide
- Conduct laboratory analysis of raw material moisture and density
- Define target production capacity and operating hours
- Confirm pellet specification (diameter, density, export requirements)
- Calculate electrical infrastructure capacity
- Evaluate gearbox torque rating and safety factor
- Review die material certification and machining precision
- Inspect feeding system design
- Verify spare parts availability and lead time
- Assess automation level and monitoring system
- Request similar project references
Selecting a pellet machine for low moisture raw materials requires balancing compression strength and operational cost.
Engineering Case Example
Project Overview
A biomass fuel producer processed air-dried pine sawdust with average moisture of 7%.
System Configuration
Two pellet machines for low moisture raw materials
Capacity per unit: 2.5 t/h
Ring die diameter: 560 mm
Main motor: 200 kW
Cooling capacity: 5 t/h
Operational Results
Average pellet durability: 96.8%
Bulk density: 690 kg/m³
Energy consumption: 102 kWh/t
Daily operation: 20 hours
Through optimized compression ratio and feeder control, the plant maintained stable output without additional drying systems.
Frequently Asked Questions
- What is considered low moisture for pelletizing?
Typically below 10%. - Can pellets be made at 6% moisture?
Yes, with optimized compression design. - Is steam conditioning required?
Not always; minimal conditioning may help. - Does low moisture increase wear?
Yes, friction levels are higher. - What compression ratio is recommended?
1:7 to 1:9 depending on material. - Is energy consumption higher?
Slightly higher compared to standard systems. - Can agricultural residues be processed?
Yes, if particle size is controlled. - What is ideal pellet durability?
Above 96%. - How often should dies be inspected?
Every 500–800 operating hours. - Is flat die suitable?
Primarily for small-scale production.
Call to Action
For a formal quotation, equipment layout, and technical evaluation of a pellet machine for low moisture raw materials, please provide raw material data, target capacity, operating hours, and project location for engineering assessment.
E-E-A-T Author Credentials
This article is prepared by a biomass process engineer with over ten years of experience in industrial pellet plant design, compression system optimization, and international biomass project commissioning. The guidance is based on practical engineering data and operational case studies from commercial installations.