Pellet Machine with Frequency Converter and Soft Starter 90-160 kW Guide
News 2026-06-18
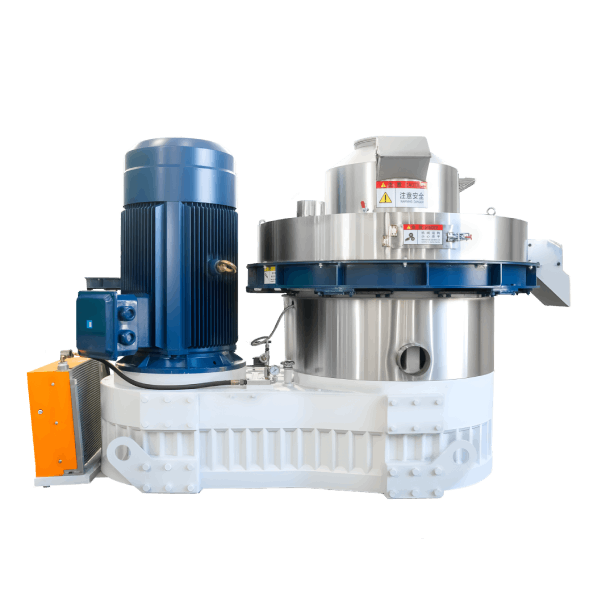
A pellet machine with frequency converter and soft starter is a ring-die compaction system equipped with variable-speed drive control for the main motor and a solid-state reduced-voltage starter for controlled acceleration. It processes sawdust, shavings, and other biomass feedstocks into high-density cylindrical pellets while managing mechanical stress during start-up and load variations.
Technical Parameters and Specifications
The following specifications are based on Shandong Changsheng Machinery SZLH series ring-die pellet machines equipped with VFD and soft starter, configured for wood biomass processing.
| Parameter | Specification / Range |
|---|---|
| Production capacity (t/h) | 2.0 – 5.0 (feedstock dependent) |
| Main motor power (kW) | 90 – 160 (6-pole or 8-pole) |
| Ring die inner diameter (mm) | 550 – 760 |
| Ring die effective working width (mm) | 180 – 240 |
| Finished pellet diameter (mm) | 6 / 8 / 10 (customizable) |
| Finished pellet density (kg/m³) | ≥ 1,100 (ASTM E871) |
| Raw material moisture requirement (%) | 12 – 18 (optimal 14 – 16) |
| Specific energy consumption (kWh/t) | 60 – 85 (mechanical drive only) |
| Ring die average service life (hours) | 2,500 – 4,000 |
| Roller shell service life (hours) | 1,200 – 2,000 |
| VFD output frequency range (Hz) | 0 – 60 (adjustable) |
| Soft starter ramp time (seconds) | 5 – 30 (programmable) |
| Estimated maintenance man-hours (hours/month) | 8 – 12 |
Download the complete electrical and mechanical drawing package below this table.
Structural Composition and Material Selection
The pellet machine with frequency converter and soft starter incorporates four integrated subsystems with specific material grades.
Mechanical processing system
The ring die is forged from 20CrMnTi alloy steel with case-carburizing to HRC 58-62 surface hardness. Roller shells use high-chromium cast iron with tungsten-carbide hardfacing applied at 6-8 mm thickness. The main shaft is machined from 40CrNiMoA alloy steel with quenched and tempered treatment. The die clamping ring is fabricated from 42CrMo steel for high clamping force retention.
Support and bearing system
The main housing is cast from nodular iron (QT500-7) for vibration damping. Main bearings are SKF or FAG spherical roller bearings with C3 clearance. The bearing housings are split-type designs with labyrinth seals to prevent dust ingress.
Lubrication system
Main shaft bearings receive forced oil circulation through a dedicated lubrication unit with 50-micron filtration and an oil cooler. Roller bearings are grease-lubricated via an automated single-point lubricator with adjustable intervals. A separate grease circuit lubricates the VFD motor bearings.
Control and electrical system
The control panel houses the soft starter (rated at 110-200 percent of motor full-load current) and the frequency converter with a dedicated cooling fan. The PLC (Siemens S7-1200) manages VFD speed reference based on motor load feedback. An HMI touch screen provides set-point adjustment for acceleration ramps and operating frequency limits.
Manufacturing Process (Engineering Steps)
Shandong Changsheng Machinery fabricates each pellet machine with frequency converter and soft starter under ISO 9001 quality control. The manufacturing sequence follows these steps.
Step 1 – Ring die forging and pre-machining
Billets of 20CrMnTi are forged at 1150°C and then normalized at 870°C for 4 hours. Rough turning achieves dimensions within 2 mm of final size. Hardness is verified at HB 180-220 before proceeding to the drilling stage.
Step 2 – Ring die hole drilling and reaming
A 24-spindle deep-hole drilling machine creates each die hole with coolant-through capability. Reaming follows to achieve a surface finish of Ra ≤ 1.6 µm. Hole diameter tolerance is maintained within ±0.05 mm.
Step 3 – Vacuum carburizing and hardening
The die undergoes vacuum carburizing at 930°C for 6-8 hours, followed by high-pressure gas quenching. Tempering is performed at 180°C for 2 hours to achieve final hardness HRC 58-62 across the wear surface. Case depth is verified at 1.2-1.5 mm.
Step 4 – Control panel integration and testing
The soft starter and VFD are mounted in a NEMA 12 enclosure. All power and control wiring is terminated according to the electrical schematic. The drive parameters are pre-loaded, and the panel undergoes a 4-hour burn-in test at 50 percent of rated capacity.
Step 5 – Final assembly and mechanical run-in
All components are assembled on the base frame with laser-aligned coupling between the motor and gearbox. The assembled machine runs with an empty die for 4 hours at 30 Hz, then 2 hours at 50 Hz. Vibration velocity is measured at three points and maintained below 2.0 mm/s.
Industry Equipment Comparison
| Equipment Type | Feedstock Suitability | Capacity (t/h) | Start-up Method | Typical Application | Why Choose Shandong Changsheng |
|---|---|---|---|---|---|
| Pellet machine with VFD and soft starter (this unit) | Sawdust, shavings, chips | 2.0 – 5.0 | Controlled ramp (5-30 s), adjustable speed | Industrial plants with grid constraints | Reduced inrush current; active load matching via VFD |
| Direct-on-line (DOL) starter pellet mill | Any biomass | 2.0 – 5.0 | Full voltage instant start | Stable grid, simple control | High mechanical shock; 6-8 times inrush current |
| Star-delta starter pellet mill | Any biomass | 2.0 – 5.0 | Reduced voltage (step change) | Medium-sized facilities | Lower shock than DOL but fixed torque; no speed control |
| Hydraulic motor-driven pellet mill | Wet or sticky biomass | 1.0 – 3.0 | Variable via hydraulic pump | High-torque applications | Lower electrical efficiency; higher maintenance complexity |
Request a quotation with drive configuration options for your specific electrical grid conditions.
Application Scenarios by Buyer Role
Procurement managers evaluate the electrical infrastructure requirements of a pellet machine with frequency converter and soft starter. They assess transformer capacity and cable sizing needs, comparing VFD solutions against direct-on-line alternatives.
EPC contractors specify these units for biomass projects located in regions with weak power grids. Their focus includes harmonic distortion limits and compliance with IEEE 519 standards. They require detailed drive response data for grid stability studies.
Engineering consultants analyze the thermal management of the VFD cabinet, especially for installations in high-ambient-temperature environments. They review the cooling airflow calculations and verify derating factors above 40°C.
End-user facilities with existing motor control centers determine whether the soft starter can be integrated with their current MCC architecture. Maintenance teams assess the training requirement for VFD parameter tuning versus traditional starter configurations.
Core Pain Points and Engineered Solutions
Pain point 1: High inrush current during start-up causes voltage dips that affect other equipment on the same line.
Root cause: The pellet mill motor draws 6 to 8 times full-load current during direct-on-line starting.
Solution: The soft starter limits inrush current to 2.5 to 3.0 times full-load current with an adjustable ramp time of 10 to 25 seconds. This is programmed based on site transformer capacity.
Pain point 2: The pellet mill frequently trips on overload when processing harder feedstock or higher moisture material.
Root cause: The motor operates at a fixed speed and cannot respond to load variations.
Solution: The VFD monitors motor current and automatically reduces the feed rate or adjusts speed to maintain the set current limit. The HMI displays real-time load percentage.
Pain point 3: Mechanical shock from sudden start-up causes premature wear on the gearbox and coupling.
Root cause: Direct-on-line or star-delta starting applies full torque instantaneously.
Solution: The soft starter ramps the voltage from an initial 30 percent to full voltage over the programmed ramp time, eliminating torque shock. Coupling life increases by approximately 30 percent compared to DOL starts.
Pain point 4: Maintenance personnel lack diagnostic visibility when the machine trips.
Root cause: Traditional starters provide minimal fault information beyond an overload relay indication.
Solution: The VFD stores the last 10 fault records with current, voltage, and frequency values at the time of trip. The HMI displays the fault history with clear diagnostic codes.
Risk Warnings and Mitigation Measures
Risk 1: Harmonic distortion from the VFD affecting sensitive instrumentation on the same power bus.
Mitigation: Install a line reactor (3 percent impedance) on the input side of the VFD. For installations with extensive instrumentation, specify an active harmonic filter or a 12-pulse rectifier option.
Risk 2: Overheating of the VFD cabinet due to insufficient cabinet cooling.
Mitigation: Calculate the heat dissipation of the VFD (typically 3-5 percent of motor power) and verify that the cabinet fan provides at least 100 CFM of airflow. Install a cabinet thermostat set to 40°C that triggers an external alarm.
Risk 3: Premature soft starter bypass contactor failure from frequent start-stop cycles.
Mitigation: Limit starts to 2 per hour. If the application requires more frequent starts, specify a VFD-only configuration without bypass contactor, or use a contactor with an AC-4 duty rating.
Procurement Selection Guide (7 Actionable Steps)
Step 1 – Analyze your facility power capacity
Obtain the transformer kVA rating and the available short-circuit current. For installations below 500 kVA, a soft starter or VFD is recommended over DOL starting. Calculate the voltage drop during start-up to ensure it remains below 10 percent.
Step 2 – Determine your operating frequency requirements
Evaluate whether you need continuous speed variation or only start control. If the feedstock moisture varies significantly, select a VFD with full speed range control. If the feedstock is consistent, a soft starter alone is sufficient.
Step 3 – Define the acceleration time requirement
Consult the driven equipment supplier for the maximum allowable acceleration time. For pellet mills, a 10 to 15 second ramp is typical. Set the soft starter ramp time to match the gearbox acceleration specification.
Step 4 – Verify cable sizing and distance
For VFD installations, observe the maximum cable length specification (typically 50 meters without an output reactor). Size the cables for the VFD output current (not just motor full-load current) and use shielded cables for the motor leads.
Step 5 – Evaluate ambient temperature conditions
Apply a derating factor of 1.2 percent per °C above 40°C for the VFD. For installations above 45°C ambient, consider a VFD with liquid cooling or an external air conditioner for the cabinet.
Step 6 – Review bypass options
Decide whether a bypass contactor is required for emergency operation. A mechanical bypass allows the motor to run at full speed if the VFD fails, ensuring continued production.
Step 7 – Confirm communication protocol compatibility
Specify the VFD communication interface to match your existing control system. Common options include Modbus RTU, Profibus DP, and Ethernet/IP. The HMI must display the same speed reference and load data across all interface points.
Engineering Case Study
Project background: A pellet production facility in Indonesia operated a 132 kW pellet mill with a star-delta starter. The site had a 630 kVA transformer shared with a drying system and other processing equipment.
Initial problem: The star-delta starter caused a voltage dip of 15 percent during each start, leading to nuisance trips on the dryer control system. The pellet mill experienced frequent gearbox coupling failures, averaging one replacement every 8 months. Production was limited to 3.2 t/h because the motor could not be operated above rated speed.
Root cause analysis: The star-delta starter applied full load torque in two steps, creating mechanical shock. The voltage dip was caused by the high inrush current of 780 A during the transition. The fixed motor speed prevented optimization for different feedstock types.
Solution implemented: Shandong Changsheng Machinery supplied a replacement control system including a 160 kW VFD and a soft starter configured as a bypass. The VFD was programmed with a 12-second acceleration ramp and a current limit set at 110 percent of full-load current. The soft starter was retained as a bypass for emergency operation.
Final data results:
Motor starting current: reduced from 780 A to 195 A (peak)
Voltage dip during start: reduced from 15 percent to 4 percent
Production capacity: increased from 3.2 t/h to 4.1 t/h (operating at 52 Hz for lighter feed)
Coupling life: extended from 8 months to 22 months
Specific energy consumption: reduced from 74 kWh/t to 68 kWh/t through speed optimization
Overall equipment efficiency: improved from 78 percent to 87 percent
Frequently Asked Questions
What is the difference between a frequency converter and a soft starter?
A soft starter reduces voltage during start-up only, while a frequency converter provides continuous speed control throughout the operating range.
Can a soft starter be used without a VFD for this pellet machine?
Yes, a soft starter alone is sufficient for applications with consistent feedstock and no need for speed variation.
What is the typical starting current with a soft starter compared to direct-on-line?
A soft starter typically limits inrush current to 2.5 to 3.0 times full-load current, compared to 6 to 8 times for direct-on-line starting.
Does the VFD improve pellet quality?
Indirectly, yes. Consistent speed control helps maintain a uniform die load, which reduces pellet density variation and fines generation.
What harmonic filters are required for VFD installations?
A 3 percent line reactor is standard. For installations with sensitive equipment or utility requirements, an active harmonic filter may be required to meet IEEE 519 total harmonic distortion limits below 5 percent.
How often should the VFD cooling fan be replaced?
VFD cooling fans typically have a life of 30,000 to 40,000 operating hours. Monitor fan status through the VFD and replace at scheduled maintenance intervals.
Can the bypass contactor be used while the VFD is running?
No, the bypass is for emergency operation when the VFD is offline. Switching between bypass and VFD operation requires a complete stop.
What is the maximum cable length between the VFD and the motor?
For standard VFDs, the maximum motor cable length is 50 meters without an output reactor. Longer distances require a sine-wave filter to prevent voltage reflection.
Is the soft starter suitable for frequent start-stop duty?
Soft starters are rated for standard duty (up to 10 starts per hour). For more frequent starts, consult the supplier for heavy-duty rating.
What backup options are available if the VFD fails?
A bypass contactor allows the motor to run at full grid frequency, maintaining production while the VFD is repaired or replaced.
Request the full technical datasheet with drive selection charts and electrical installation guidelines.
Call to Action
Procurement managers and electrical engineers may request the complete specification package including drive sizing calculations, thermal management data, and communication interface protocols.
Contact the engineering support team to review your electrical site conditions and receive a soft starter or VFD configuration recommendation.
Download the electrical installation drawing set and the drive parameter configuration sheet.
Author and E-E-A-T Statement
Author name: Liu Jie
Position: Senior Electrical Systems Engineer, Shandong Changsheng Machinery Co., Ltd.
Years of experience: 11 years in industrial motor control and variable speed drive applications.
Representative projects: Designed the VFD control system for a 3 t/h pellet line in Thailand (2022) and conducted harmonic analysis for a 5 t/h installation in South Africa (2023). Developed training modules for VFD commissioning in biomass applications.
Affiliation: Shandong Changsheng Machinery